Every transformer, whether dry or oil, works on the principle of magnetism. Every change in the electric field around the conductor causes a change in the magnetic field and vice versa. In order to conduct magnetic flux, electrical steel laminations are being used most widely, interconnecting the individual coils. The system created in this way interacts within itself. The magnetic circuit is called a core and it is a heart of a transformer.
Thanks to the research and development carried out by steel and transformer manufacturers, materials possessing improved properties have been developed along with better processing technologies. In the past, laminations with much worse properties were used for the production and, in comparison with the current standards, they were associated with high losses and magnetizing power. As it was found later, addition of silicon (4–5 %) to the steel alloy significantly improves the characteristics of the material due to the increased electrical resistance and permeability.

Hysteresis losses have also decreased, due to the reduction of the B-H loop area. Since then, silicon steel have been used in most transformers. Moreover, the addition of silicon aids in slower aging. Although silicon makes the material more brittle, it is not to such an extent to cause problems during the core building process.
Subsequently, a technology of cold rolling of laminations was introduced, in which the grains of material are oriented in the direction of rolling. The processing takes place in such a way that optimal properties are being developed in the direction of rolling thanks to the strict control of the orientation of the magnetic domains with respect to the lamination (designed by Norman P. Goss). In this way, better properties, such as reduction of iron losses and low magnetostriction, are reached. In the rolling direction, the magnetic flux density has increased by 30 %, though magnetic saturation has decreased by 5 %. Therefore, oriented steel is suitable primarily for transformers and not for magnetic circuits of electric motors.
Historically, materials of various grades have been developed in the following succession: non-oriented, hot-rolled grain-oriented (HRGO) laminations, cold-rolled grain-oriented (CRGO) laminations, cold-rolled grain-oriented laminations with high permeability (Hi-B cold-rolled), mechanically cut or cut by laser. Nowadays, Hi-B laminations are most commonly used, and the production, compared to CRGO, is simplified by eliminating one rolling step due to the addition of approximately 0.025 % aluminum to the melt. Hi-B laminations have specific losses which are 15-20 % lower than conventional CRGO. The losses can still be reduced by 5-8 % by laser treatment, where the magnetic domains are more divided.
In order to reduce eddy losses, low-thickness laminations are used. Currently, the thickness for power transformers ranges from 0.23 mm to 0.35 mm, while the thickness for small transformers is up to 0.50 mm. It should be noted that the smaller the thickness, the longer the core building time, as the number of laminations to achieve the desired cross-section increases. Magnetic flux density of up to 1.75 T can be used for these laminations. EcoDesign has automatically introduced the limits for the quality of transformer laminations to min. M085-23, with the loss number of 0.85 W / kg at an flux density of 1.7 T, in this case with the thickness of 0.23 mm.
The laminations are covered with an inorganic insulating layer of typically grey colour, called Carlite. This final surface treatment is a 2-4 µm thick layer formed on both sides of the lamination It serves as a protection against additional eddy currents and consists of two layers, the basic C2 layer (glass film), formed as a result of a chemical reaction of the surface during high-temperature annealing with MgO which is being transformed into Mg2SiO4. After the final purification by further annealing (800-850 °C), the final phosphate layer C5 is applied. The insulation is sufficient enough to withstand induced voltage of several volts.
As the core is close to the high voltage winding, it is grounded, otherwise it may acquire a high potential due to the capacitively transmitted voltage from the winding. If the core is divided by cooling ducts (about 5 mm thick), the individual sections must be grounded. Due to the fact that the capacitance between either of the two adjacent laminations is very high because of their large area and very small insulating gap between them, the capacitive reactance between them is negligible. As a result, all laminations in one section remain at almost the same potential. Therefore, each of the parts is grounded at only one point.
Construction arrangement of magnetic circuit
For the magnetic circuit of oil distribution transformers, the core of three-phase arrangement is used almost exclusively, see Fig. 1. For economical reasons and larger dimensions, the shell type (Fig. 1b) does not pay off at all, except for, perhaps, furnace transformers.
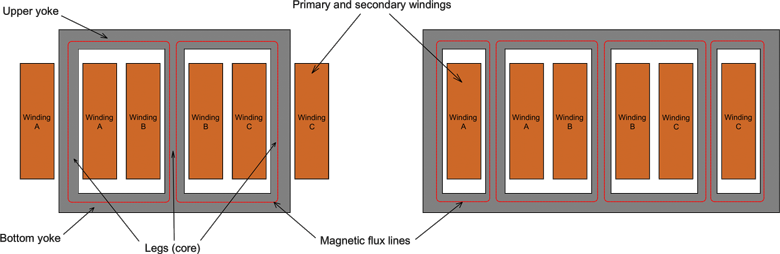
Fig. 1 a) Core arrangement of a three-phase transformer b) Shell arrangement of a three-phase transformer
The magnetic flux of each phase is closed through the limb and returns through the yokes and remaining two limbs. The cross-section of the limb and yoke is usually the same, it is also easier when cutting out the core, because one layer is being continuously cut out of the same coil of lamination In theory, by increasing the cross-section of the yoke, lower no-load losses could be achieved. Nevertheless, the losses may increase again due to an uneven cross-section caused by worse joints between the limbs and the yoke, so such loss reduction will not be effective. The core design of a three-phase transformer has its own three-phase asymmetry due to the unevenly distributed no-load current among the phases. The currents in phases A: B: C are in the ratio of approximately 1: 0.718: 1, where B is the middle limb. This inequality is caused by the longer magnetic path for the outer limbs, when we look at the length of the magnetic circuit from the point of view of each phase separately. A symmetrical core could be achieved by joining the limbs into a three-dimensional star or triangle so that the windings would mechanically form an angle of 120 °. However, from a manufacturing point of view, such an alternative is unnecessarily complicated.
The core laminations of large power, dry and former oil distribution transformers are arranged in order to form the most circular cross-section possible to maximize the use of space inside the cylindrical windings. The stepped cross-section is similar to the circular shape, it only depends on how many different widths of lamination the manufacturer has ready to cut out. For distribution transformers, the number of steps ranges from just 5 to 10 or more. The shape of the core can use approximately 88 % or 95 % of the circle area. In fact, space utilization may be slightly lower because manufacturers aim to standardize the range of lamination widths to cover all different core sizes. You may purchase the material which is already cut. In this case the standard width range provided by the electrical steel manufacturer will be limited, usually graded by 10 mm, eg. from 50 mm to 440 mm wide (due to the limitation of the transformer lamination cutting machine). Under such conditions, it is unlikely that all widths for each radius at a given number of degrese will be available for optimal core filling.
It is obvious that the maximum use of space is offered by a square or rectangular shape of the core and winding at the same time, when one width of the lamination is sufficient. Nevertheless, the forces between the windings caused by short-circuit current acting on such a shape in critical spots are too high. Unfortunately, commonly used technology cannot reinforce the windings well enough to prevent unwanted deformation. The comparison of the action of short-circuit forces between the windings can be seen in Fig. 2.
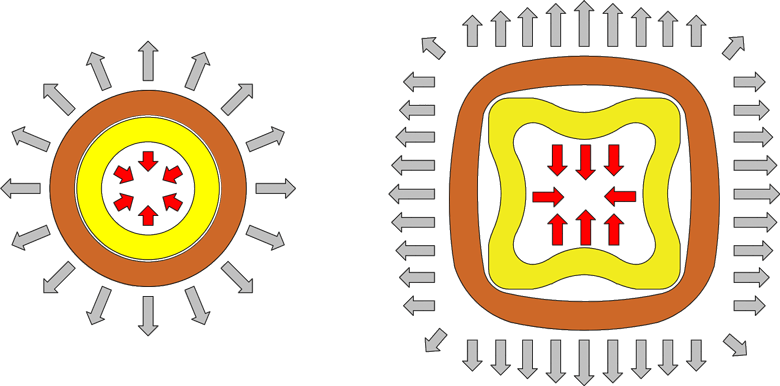
Fig. 2 Effect of short-circuit forces on the circular and rectangular shape of winding
In recent years, however, there has been a trend to use a core and winding of an oval shape in cross section. In such a version, the classical circular core is divided into two halves and another rectangular part is put in between them (visual demonstration in Fig. 3). We can remember the times when the price of copper rose sharply and production of aluminum winding was more convenient. However, in order to maintain the same losses, the transformers increased in weight and size, which could not comply with the maximum technical specifications of energy companies. The oval design required innovative and more complex winding technology, such as an oval expanding mandrel, movable rollers in the winding machine to ensure strength and dynamic regulation of wire while drawing it with the aim of ensuring the maximum winding speed and the required accuracy of winding parameters. It was also necessary to perform new tests, which the new design passed successfully. With respect to the fact that the short-circuit forces act more destructively in the oval design than in the circular one and the windings which are insulated with resin impregnation must mechanically withstand these forces with safety margin, it is recommended not to exceed the thickness of the rectangular part over 100 mm. The oval core and windings are shown in the middle of Fig. 3.
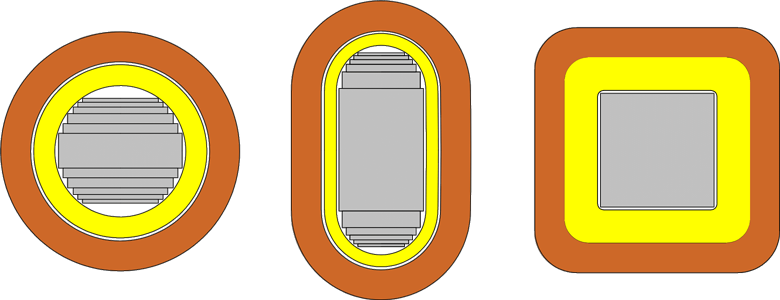
Fig. 3 Cross section of core and windings of various shapes, round, oval and square from the left
Regarding the cross-sectional shape of the yoke of distribution oil transformers, unlike the limbs, there is no longer a trend to achieve a symmetrical shape (e.g. for dry transformers, the yoke also has the same oval cross-section as the limb). However, an effort has been made to rearrange the laminations of the same width just like in the limb so that they form a straight edge on the side towards the windings. This reduces the weight of magnetic circuit and slightly reduces losses. Only the last one to two steps are centered in width with the previous stage, to make stacking and compression of the yoke laminations easier, see Fig. 4.
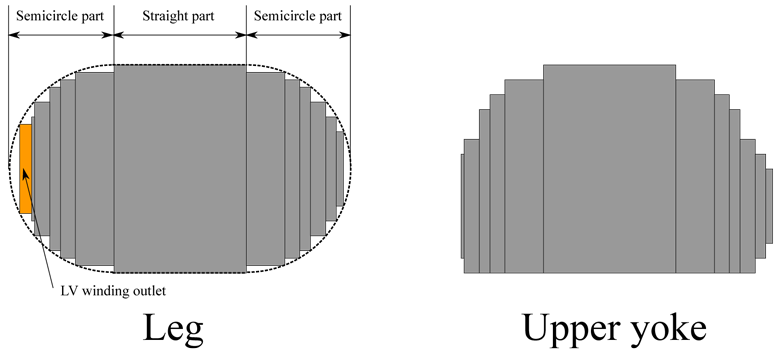
Fig. 4 Comparison of lamination arrangement in the cross section of the limb and the yoke
The ratio between the losses of the assembled magnetic circuit and the weight of the magnetic circuit multiplied by the specific losses is known as a the building factor. The value of this factor is important for the correct calculation of no-load losses of any power transformer or distribution transformer. It is an empirically derived factor that is based on the experience of a transformer manufacturer and it ranges from 1.08 to 1.35 for three-phase core magnetic circuits. The building factor. is a dimensionless quantity and depends on many factors, such as the quality of the lamination material, the human factor in stacking the lamination, and especially the geometry of the magnetic circuit, i.e. the ratio of corner joint volume to the total volume of magnetic circuit. Therefore, for small power transformers (25 kVA to 100 kVA) the factor ranges from 1.25 to 1.35, while for a transformer above 25 MVA the derived factor will be relatively lower from 1.08 to 1.15. The value of the factor thus decreases with increasing power, because the higher the power, the greater the ratio between the volume of the core and the volume in the joints, the holes are also relatively smaller. Since the amount of the building factor. is largely determined by the connection between the limb plate and the yoke, we can make its division in the following chapter.
Dividing cores from the viewpoint of stacking the lamination
Unbevelled joint with an edge angle of 90° are simpler to manufacture, but as there are larger losses in the joints, they are used only for small transformers. However, they were also used for high-power transformers if non–oriented metal laminations were used.
For oriented laminations, in order to limit to some extent the diversion of magnetic flux from the direction of the grain orientation in the joints between the limbs and yokes, it is better to cut at an angle of 45°, which is the most common variant. Nevertheless, the bevel angle can range from 30° to 60°.
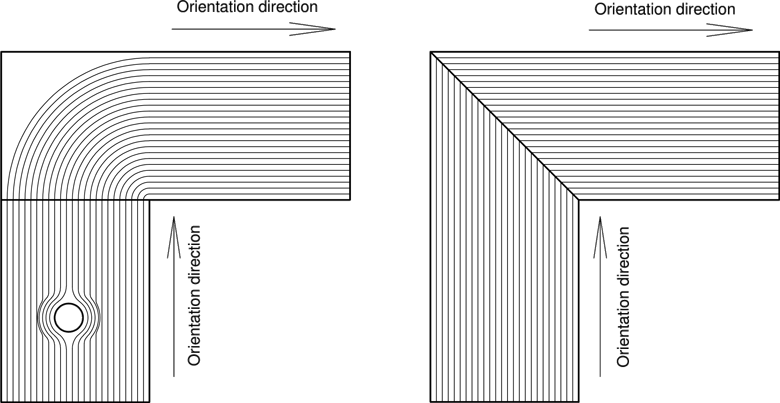
Fig. 5 Joint with right angle of the edge, including the influence of magnetic flux by the holes in the lamination b) Joint with edge cut at an angle of 45°
Butt joint, non step-lap, step-lap
This method consists of stacking the laminations on top of each other so that all layers are identical and the edges in the joint form a continuous surface, see Fig. 5 in the middle. However, this method is not applicable for modern large magnetic circuits, because the magnetic flux makes no other path than through the air gap created in the joint and thus significant losses occur.
These losses can be eliminated by the overlapping method, which can be divided into a non step-lap and a step-lap. In the construction of the overlapped core, the laminations are arranged so that the gaps in the joints between the limbs and the yokes are covered by the laminations of the next layer. As the laminations are arranged in steps and stacked one on top of the other, the gaps in the joints do not form a flat surface. The size of the overlap is around 15 to 20 mm. Within the joints, the magnetic flux can continue to the adjacent lamination without passing through the air gap, which is directly in its path. The gap in the joints plays a vital role in the magnitude of losses and no-load current. Compared to a zero gap, the increase in losses is 1 to 2 % for 1.5 mm gap, 3 to 4 % for 2.0 mm gap and 8 to 12 % for 3 mm gap. These numbers emphasize the importance of minimizing the gaps when stacking the laminations.
The step-lap method is characterized by a stepped overlap of the laminations in the joint, where the arangement is obtained by stacking laminations of different lengths in each step. The number of steps is usually between 5 and 8 and each step has one or more identical laminations on each other. These steps are arranged on top of each other so that the joint in the section resembles stairs. The laminations that form one set of steps in one piece (yoke or limb) are called a packet (the joint of two packets can be seen on the right in Fig. 6.). This procedure is repeated so as to achieve the desired thickness of core step. Ideally, the width of one step in a circular core should be designed to contain an integer number of packets, or so that the last packet is over a half size to make the process of stacking efficient.
The non-step-lap is actually a predecessor of the step-lap and is the simplest form of overlapping as it consists of only two steps, so the laminations have only two configurations (see Fig. 6. left). However, more steps than a simple overlap ensure a smoother transition of magnetic flux through the joint and consequently, lower losses in it. Therefore, the non-step-lap is not used in Europe and everywhere where there are high demands on low losses. Distribution transformers with a non-step-lap core are manufactured, for example, in India.
Experience has shown that the fewer the laminations in one overlapping step, the lower the losses. E.g. designs consisting of two laminations in one step result in losses lower by 3 to 4 % compared to four laminations in one step, while the losses are lower by another 2 to 3 % for one sheet. On the other hand, as the number of laminations in a step decreases, the time for assembling the core increases. In practice, therefore, the use of two laminations per step has proved successful, for example the company Elpro-Energo s.r.o. uses a step-lap with 6 steps of 2 laminations, the overlap between the steps is 3.6 mm, so the overlap of the full package is 18 mm (except for a 50 mm wide lamination, where for technological reasons an overlap of at most 2.8 mm per step is possible).
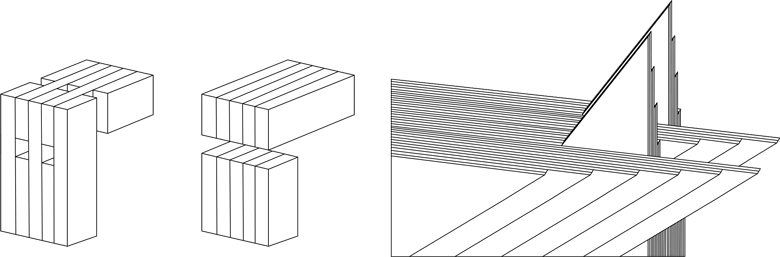
Fig. 6 Detail of joints, from the left: non step-lap, butt and step-lap (with five steps)
The benefit of step-lap compared to non-step-lap
When magnetic flux in the core approaches the air gap in the corner joint with a yoke, there are two options – either it passes through the air gap in the joint, where the permeability is much lower (= 1), so the magnetic conductivity of the air is much lower, too. The second possibility for the flux is to intersect the insulation between the laminations and pass through the adjacent lamination in the vertical direction (direction perpendicular to the direction of the lamination rolling) above or below, where the permeability is in the order of 104 and the magnetic resistance is much lower then.
The flux unambiguously chooses the second option, i.e. it passes through the insulation into the lamination above or below it. However, when the CRGO is saturated at a magnetic flux density of approximately 2 T, it is a limited condition that allows the flux to pass through the air gap in the joint. Let us consider a core that operates at a magnetic flux density amplitude of 1.7 T. As the magnetic flux approaches the gap in the joint, it must choose between the options 1 and 2 stated above.
When the whole flux moves to the adjacent lamination above or below, in a non-step-lap core where there are only two lamination configurations, the magnetic flux density in the overlapping lamination will be 3 · 1.7 / 2 = 2.65 T (see Fig. 7a), which causes a flux accumulation and greatly exceeds the saturation limit of the CRGO lamination (which is approximately 2 T). Therefore, a part of magnetic flux in a non-step-lap joint will pass to the adjacent overlapping laminations, but the other part will also have to skip the air gap (which is option 1). Even the flux that passes into the connected laminations increases the magnetic flux density above the saturation level, which also contributes to the saturation of the material in the joints and thus increases the no-load losses.
The magnetic flux that passes through the air gap contributes to the loss of magnetomotive force and requires more no-load current to cover these losses in order to achieve the desired magnetic flux density in the core. Excessive saturation of the material in the corner joints further leads to higher magnetostriction of the core, which is the main cause of the noise level in the transformer.
Nevertheless, the situation with the step-lap method is different. The flux that approaches the air gap has much more possibilities where to pass, as it can be seen in Fig. 7b, simply because there are more layers (steps) of laminations through which the flux can be redistributed. As it can be seen in the six-step design of the core, the flux has proportionally six crossover options instead of just two, and therefore there is a lot more even flux distribution in the joints, leading to much less flux passing directly through the air gap. As a result, the contribution of losses in the corner joints is lower and the magnetic flux density here remains around the saturation limit, i.e. 2 T.
The transition from a non-step-lap to a step-lap has reduced the building factor by 5 to 8 %. In addition, no-load current as well as the noise level of the transformer have decreased significantly. However, the step-lap production requires a high-precision automatic transformer lamination cutting line, which is a large investment.
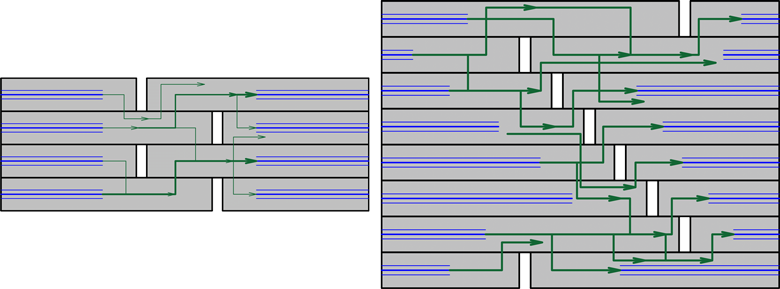
Fig. 7 Path of magnetic flux through the joint for a) Non step-lap b) Step-lap
Source: MRAJCA, Miroslav. Design of Oil Distribution Transformer. Brno, 2021. Also available from: https://www.vutbr.cz/en/